



 扫一扫
扫一扫
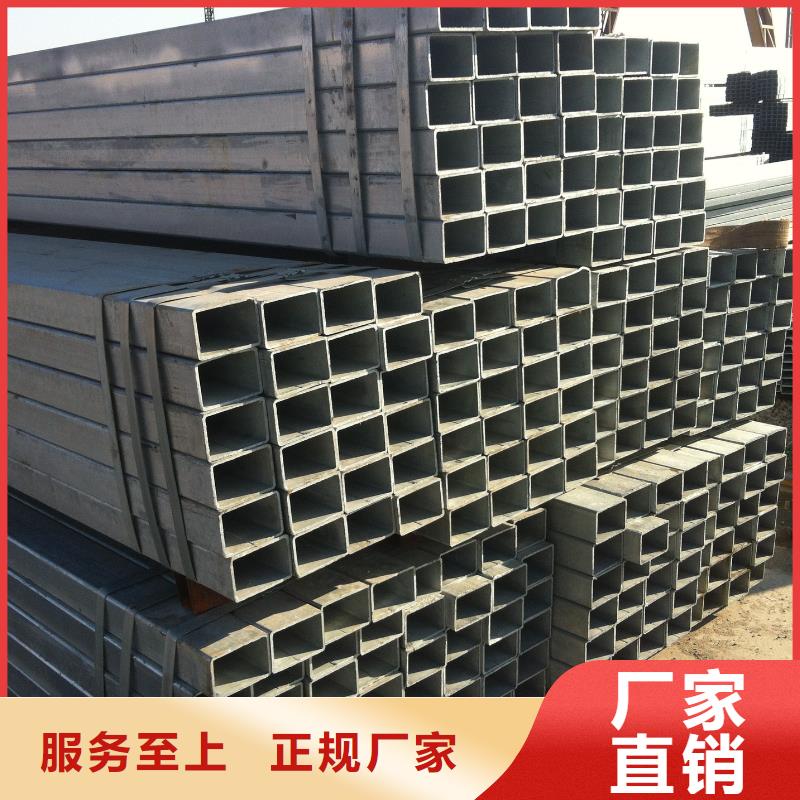
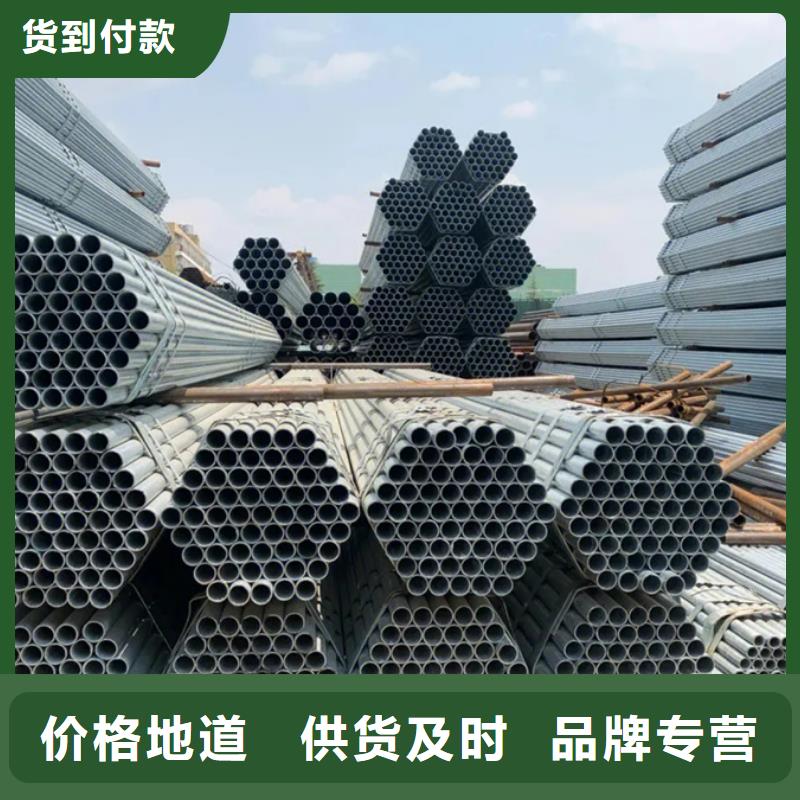
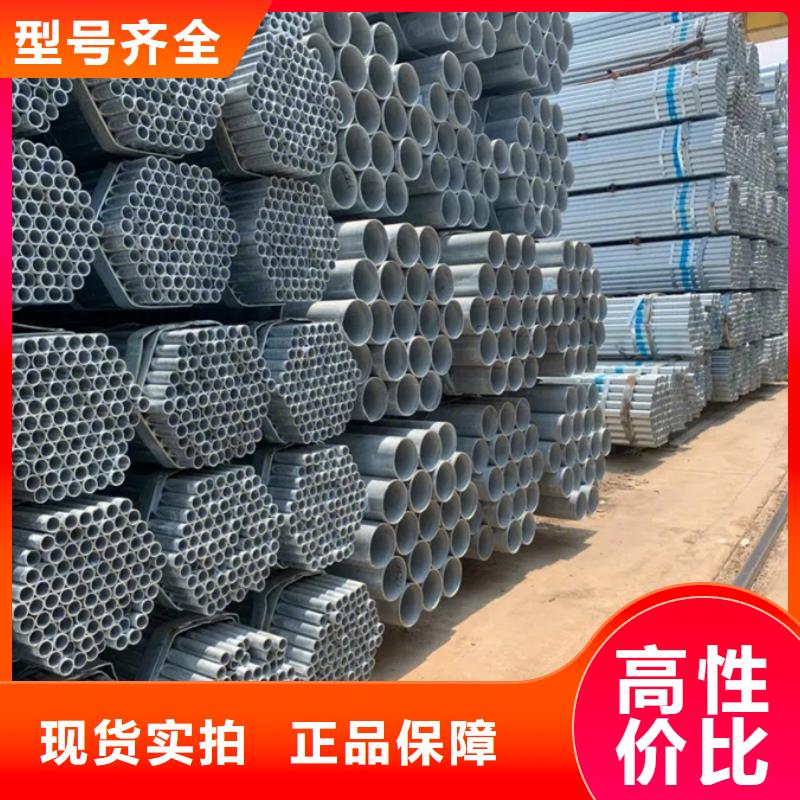
经过年的稳健经营与拓展,现已成为集 09CuPCrNi-A钢板、设 计、开发、制造与销售为一体的实业型企业。 上海苏沪金属制品有限公司主要经营 09CuPCrNi-A钢板、,以好的质量,齐全的 09CuPCrNi-A钢板、产品,全方位的服务,合理的价格,诚挚的信誉,竭诚为广大客户提供全方位的服务,愿与每位客户携手共进,共创美好未来!


上海热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。

技术支持:ag53.com